




"Ef verkamaður vill vinna gott starf verður hann fyrst að brýna verkfæri sín."Skrúfapressa, sem "mikilvæga vopnið" í höndum framleiðenda í plastiðnaði, sérstaklega í breyttum plastiðnaði, gegnir án efa afar mikilvægu hlutverki í daglegri framleiðslu og lífi.Burtséð frá því hvort um er að ræða innlenda framleiðslu upp á hundruð þúsunda eða innflutning á milljónum, þá er stöðvun eins eða fleiri pressuvéla afar treg til að sjá fyrir framleiðendur.
Ekki aðeins mun auka viðhaldskostnað þurfa, heldur mun mikilvægara, framleiðslan verða fyrir áhrifum og efnahagslegur ávinningur tapast.Þess vegna er viðhald extruder mjög mikilvægt fyrir meirihluta framleiðenda.Svo, hvernig á að viðhalda skrúfupressunni?
Viðhaldi skrúfupressunnar er almennt skipt í daglegt viðhald og reglulegt viðhald.Hver er munurinn og tengingin þar á milli hvað varðar viðhaldsinnihald og aðrar upplýsingar?
Daglegt viðhald
Venjulegt viðhald er reglubundið regluverk, sem tekur ekki vinnutíma búnaðar, og er venjulega lokið við akstur.Áherslan er að þrífa vélina, smyrja hreyfanlega hlutana, festa lausa snittari hlutana, athuga og stilla mótorinn, stjórna tækjum, vinnuhlutum og leiðslum í tíma.Almennt þarf að borga eftirtekt til eftirfarandi atriði:
1. Þar sem rafmagnsstýringarkerfið hefur miklar kröfur um umhverfishita og rykvarnir, ætti að einangra rafkerfið frá framleiðslustaðnum og setja upp loftræstingu eða loftræstingarviftur.Mælt er með því að setja rafmagnsstýriskápinn í einfalt herbergi til að halda herberginu hreinu og loftræstingu, þannig að hitastig innanhúss sé ekki hærra en 40 ℃.

2. Extruderinn má ekki ganga tómur, til að koma í veg fyrir að skrúfan og vélin rúlli.Það er ekki leyfilegt að fara yfir 100r/mín þegar vélin byrjar að ganga í lausagang;þegar hýsilinn er ræstur, byrjaðu fyrst á lágum hraða, athugaðu hvort það sé einhver óeðlilegur hávaði eftir að hýsilinn er ræstur og aukið síðan hraða hýsilsins hægt og rólega upp í leyfilegt svið ferlisins (betra er að stilla sig eftir því besta). ríki).Þegar nýja vélin er í gangi ætti núverandi álag að vera 60-70% og straumur í venjulegri notkun ætti ekki að fara yfir 90%.Athugið: Ef það er óeðlilegt hljóð þegar pressuvélin er í gangi, ætti að stöðva hann strax til skoðunar eða viðgerðar.
3. Kveiktu á olíudælunni fyrst þegar ræst er og slökktu síðan á olíudælunni eftir að slökkt hefur verið á vélinni;vatnsdælan heldur áfram að vinna á öllu framleiðsluferlinu og ekki er hægt að stöðva rekstur vatnsdælunnar til að forðast niðurbrot og kolsýringu efnanna í vélartunnu vegna hitastigshækkunar vélartunnu;Asbestvindhlíf aðalviftunnar þarf að þrífa hana oft til að forðast of mikla viðloðun ryks til að stífla framrúðuna, sem leiðir til ófullnægjandi hitaleiðni í mótornum og sleppir vegna ofhitnunar.
4. Hreinsaðu upp ryk, verkfæri og ýmislegt á yfirborði einingarinnar í tíma.
5. Komið í veg fyrir að málmur eða annað rusl falli í tunnuna til að skemma ekki skrúfuna og tunnuna.Til að koma í veg fyrir að járn rusl komist inn í tunnuna er hægt að setja segulmagnaðir hlutar eða segulmagnaðir ramma við fóðrunarhöfn tunnunnar þegar efnið fer inn í tunnuna.Til að koma í veg fyrir að rusl falli í tunnuna þarf að skima efnið fyrirfram.
6. Gefðu gaum að hreinleika framleiðsluumhverfisins og láttu ekki sorp og óhreinindi blandast inn í efnið til að loka síuplötunni, sem mun hafa áhrif á framleiðslu og gæði vörunnar og auka viðnám vélarhaussins.
7. Gírkassinn ætti að nota smurolíuna sem tilgreind er í vélarhandbókinni og bæta við olíu í samræmi við tilgreint olíustig.Of lítil olía mun leiða til ófullnægjandi smurningar, sem mun draga úr endingartíma hlutanna;Það er auðvelt að skemma það og gerir smurninguna ógilda, sem leiðir til þess að hlutirnir skemmast.Skipta ætti um olíulekahluta afoxunarboxsins í tíma til að tryggja magn smurolíu.
Reglulegt viðhald
Reglulegt viðhald er almennt framkvæmt eftir að þrýstivélin hefur verið í gangi stöðugt í 2500-5000 klukkustundir.Taka þarf vélina í sundur til að athuga, mæla og bera kennsl á slit aðalhlutanna, skipta um hluta sem hafa náð tilgreindum slitmörkum og gera við skemmda hluta.Almennt þarf að borga eftirtekt til eftirfarandi atriði:
1. Athugaðu reglulega hvort skrúfur og aðrar festingar á yfirborði einingarinnar séu lausar og festar rétt í tíma.Smurolíuhæð gírkassans ætti að bæta við eða skipta um tímanlega (hreinsaðu óhreinindi neðst á olíutankinum reglulega).Fyrir nýjar vélar er venjulega skipt um vélarolíu á þriggja mánaða fresti og síðan á sex mánaða fresti til eins árs.Hreinsa skal olíusíuna og olíusogsrörið reglulega (einu sinni í mánuði).
2. Viðhald afdráttartækisins á extruder er það sama og almenna staðlaða afoxunarbúnaðarins.Athugaðu aðallega slit og bilun gíra og legur.
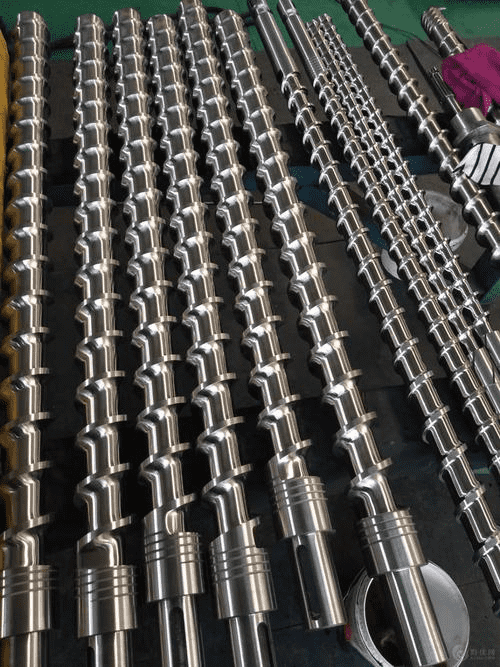
3. Þegar þú setur aftur upp skaltu athuga að skrúfurnar tvær A og B verða að vera í upprunalegri stöðu og ekki er hægt að skipta um þær!Eftir að nýsamsetta skrúfan er sett á vélina verður að snúa henni með höndunum fyrst og hægt er að kveikja á henni á litlum hraða ef hún snýst venjulega.Þegar skrúfan eða tunnan er ekki notuð í langan tíma ætti að gera ryðvarnar- og gróðurvarnarráðstafanir og hengja skrúfuna og setja hana.Ef þráðablokkin er brennd með eldi ætti loginn að hreyfast til vinstri og hægri og hreinsa á meðan hann brennur.Ekki brenna of mikið (blátt eða rautt), hvað þá að setja þráðablokkina í vatnið.
4. Kvarðaðu hitastýringartækið reglulega, athugaðu rétta stillingu þess og næmi stjórnarinnar.
5. Nota verður eimað vatn í kælivatnsgeyminum í tunnunni til að koma í veg fyrir myndun kalksteins til að loka fyrir kælivatnsrásina í tunnunni og valda hitabilun.Gefðu gaum að því að bæta við vatni á réttan hátt meðan á notkun stendur til að koma í veg fyrir hreistur.Ef það er stíflað, ætti að skipta um strokkinn fyrir sérstakt viðhald.Ef það er engin stífla en vatnsframleiðslan er lítil þýðir það að það er kvarð.Skipta ætti út vatninu í vatnsgeyminum fyrir þynntri saltsýru fyrir hringrásina.Eftir að vogin hefur verið hreinsuð í eðlilegt horf skaltu skipta um hana með eimuðu vatni.Almennt er vatnið í vatnsgeyminum notað til að kæla vélartunnu og náttúrulega vatnið sem við förum er notað til að kæla vatnsgeyminn.Athugaðu reglulega vatnsgæði kælivatnsgeymisins og skiptu um það tímanlega ef það verður gruggugt.
6. Athugaðu hvort segullokaventillinn virki eðlilega, hvort spólan sé útbrunnin og skiptu um það í tíma.
7. Hugsanlegar ástæður fyrir því að hitastigið hækki ekki eða hitastigið haldi áfram að hækka og lækka: hvort galvaníska parið sé laust;hvort gengið á hitasvæðinu virki eðlilega;hvort segulloka loki virkar eðlilega.Skiptu um vansköpaða hitarann í tíma og hertu skrúfurnar.
8. Hreinsaðu upp óhreinindi í tómarúmstankinum (https://youtu.be/R5NYMCUU5XQ) í tíma, og efnin í útblásturshólfinu til að gera leiðsluna óstíflaða.Ef þéttihringur lofttæmisdælunnar er slitinn þarf að skipta um hana tímanlega og athuga hana reglulega.Slag úttaksskaftsins verður að vera vegna skemmda á legunni og skaftið hefur verið brotið og verður að skipta út úr kassanum.bilunartap.
9. Fyrir DC mótorinn sem knýr skrúfuna til að snúast er nauðsynlegt að einbeita sér að því að athuga slit og snertingu bursta og athuga oft hvort einangrunarviðnám mótorsins sé yfir tilgreindu gildi.Að auki skaltu athuga hvort tengivír og aðrir hlutar séu ryðgaðir og grípa til verndarráðstafana.
10. Þegar stöðva þarf extruderinn í langan tíma ætti hann að vera húðaður með ryðvarnarfeiti á vinnuflötum skrúfunnar, vélargrindarinnar og vélarhaussins.Litlu skrúfuna ætti að hengja í loftið eða setja í sérstakan trékassa og fletja hana út með trékubbum til að forðast aflögun eða mar á skrúfunni.
11. Innri veggur kælivatnspípunnar sem festur er við extruderinn er viðkvæmt fyrir mælikvarða og ytra byrði er auðvelt að tæra og ryðga.Vandlega skoðun ætti að fara fram meðan á viðhaldi stendur.Of mikið magn mun loka á leiðsluna og kæliáhrifin nást ekki.Ef tæringin er alvarleg mun vatn leka.Þess vegna verður að gera ráðstafanir varðandi kalkhreinsun og tæringarvörn við viðhald.
12. Tilnefna sérstakan aðila sem ber ábyrgð á viðhaldi búnaðar.Nákvæm skrá yfir hvert viðhald og viðgerðir er innifalið í stjórnunarskrá verksmiðjunnar.
Í raun, hvort sem um er að ræða daglegt viðhald eða reglulegt viðhald, bætast þessi tvö viðhaldsferli hvort annað upp og eru ómissandi.Varlega „umhyggja“ framleiðslutækja dregur að einhverju leyti einnig úr bilunartíðni fyrir daglega framleiðslu og tryggir þar með framleiðslugetu og sparar í raun kostnað.
Pósttími: ágúst-08-2023






